
Berbagai Posisi Pengelasan Sesuai Standar ISO

Berbagai Posisi Pengelasan Sesuai Standar ISO – Pengelasan adalah salah satu pekerjaan yang mungkin sudah tidak asing lagi di telinga. Akan tetapi pemahaman masyarakat awam tentang pengelasan tentu saja masih mendasar. Jika didefinisikan pengelasan adalah salah satu teknik untuk menyambung logam dengan cara mencairkan sebagian logam pengisi dengan atau tanpa tekanan, serta dengan atau tanpa logam penambah sehingga menghasilkan sambungan yang berkesinambungan.
Sedangkan menurut Deutsche Industrie Normen (DIN) las merupakan ikatan metalurgi pada sambungan logam panduan yang dilakukan dalam keadaan cair atau lumer. Dalam pengelasan terdapat teknik tersendiri yang harus dikuasai. Maka dari itu pengelasan ini tidak boleh dilakukan oleh sembarang orang. Selain itu selama pengerjaan juga harus memakai peralatan khusus, termasuk perlengkapan keamanan untuk melindungi pekerja.
Akan tetapi pada kesempatan kali ini kita bahas tentang posisi pengelasan. Mungkin pengelasan terlihat mudah. Akan tetapi sebenarnya tidak demikian. Sebab kita perlu tahu bagaimana posisi pengelasan yang tepat sehingga hasil pekerjaan menjadi lebih maksimal.

Baca juga: Harga Mesin Las Listrik, Mig, Argon Yang Bagus
Sekilas tentang Posisi Pengelasan
Posisi pengelasan artinya posisi atau sikap pengelasan. Atau lebih jelasnya pengaturan posisi atau letak gerakan dari elektroda las. Sekarang ini ada begitu banyak posisi pengelasan yang bisa digunakan.
Posisi pengelasan tersebut dipilih atau dilakukan berdasarkan letak kampuh atau celah-celah benda kerja yang hendak dilas. Dan masing-masing posisi ini dilakukan dengan sikap tertentu. Bahkan juga ada posisi pengelasan yang sesuai dengan standar ISO. Berikut pembahasan lebih jelas
Also Read: Desain Dan Struktur Rumah Roof Top Garden
Posisi Pengelasan
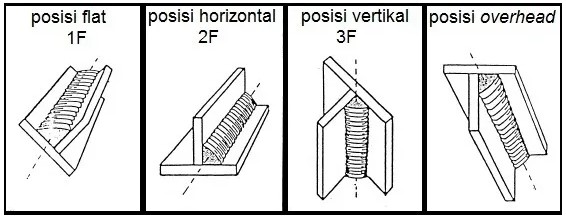
Pada dasarnya posisi pengelasan terbagi menjadi posisi di bawah tangan, posisi di atas kepala, posisi tegak, dan posisi mendatar. Berikut penjelasan singkat masing-masing posisi tersebut:

Posisi di Bawah Tangan (down hand position)
Posisi ini menjadi yang paling mudah dibandingkan posisi pengelasan lainnya. Sebab posisi ini ditujukan untuk mengelas permukaan datar atau permukaan yang sedikit miring. Down hand position dilakukan dengan memposisikan elektroda di atas benda kerja.
Also Read: Struktur Bangunan Bertingkat Tinggi
Posisi bawah tangan biasanya diterapkan di industri pengelasan sektor proyek konstruksi baja, bangunan, dan struktur jembatan. Pada posisi ini kita harus menjaga sudut kemiringan elektroda sekitar 80-70 derajat terhadap garis vertikal. Tujuannya supaya welder bisa melihat kecepatan pengelasan dan juga cairan.
Posisi Mendatar (Horizontal Position)
Sesuai dengan namanya, posisi ini dilakukan dengan arah gerakan horizontal atau mendatar.Jika melakukan posisi pengelasan ini kita harus memperhatikan kemiringan serta arah ayunan elektroda. Sebab hal tersebut akan mempengaruhi hasil pengelasan nantinya.
Di samping itu pada posisi ini benda kerja umumnya diletakkan berdiri tegak atau sedikit miring dari arah elektroda las. Sementara pengelasannya dilakukan dengan posisi mendatar. Biasanya posisi pengelasan ini digunakan ketika ingin mengelas benda-benda yang berdiri tegak, seperti badan kapal laut yang arahnya horizontal.
Also Read: Cara Menghitung Berat Jenis Besi Beton
Posisi Tegak (Vertical Position)
Merupakan kebalikan dari posisi mendatar, pada posisi ini pengelasan dilakukan dengan posisi tegak atau vertikal. Akan tetapi pada vertical position ini biasanya benda kerja diposisikan berdiri tegak atau sedikit miring searah dengan gerak elektroda las yang naik turun.
Dalam standar ASME posisi ini dikenal dengan kode 3, yang mencakup seluruh sambungan las. Mulai dari sambungan fillet, butt joint, dan sambungan sudut. Agar pengelasan dengan posisi ini bisa sesuai dengan standar, kita perlu mengatur cairan logam cair dari busur listrik. Di samping itu penggunaan jenis ayunan juga harus sesuai supaya cairan tidak turun ke bawah.
Also Read: Baut Dan Sekrup Sistem Knock Down Furniture
Posisi di Atas Kepala (Over Head Position)
Pada posisi ini benda kerja diletakkan di atas kepala operator atau welder. Dengan begitu pengelasan dilakukan di atas kepala operator. Dibandingkan dengan tiga posisi di atas, posisi ini dinilai lebih sulit. Sebab pada posisi ini pengelasan dilakukan pada permukaan datar atau agak miring, namun berada di atas kepala. Sehingga elektroda diposisikan di bawah benda kerja. Biasanya posisi pengelasan ini digunakan saat mengelas atap gudang bagian dalam.
Selain beberapa posisi di atas juga ada pengelasan pipa yang pada dasarnya menggunakan posisi pengelasan vertikal. Akan tetapi pada faktanya pengelasan pipa ini bisa dilakukan dalam semua posisi.
Also Read: Jenis Dan Merk Dempul Mobil Yang Bagus
Baca juga: Mengenal Kode Kawat Las Listrik RB Dan LB
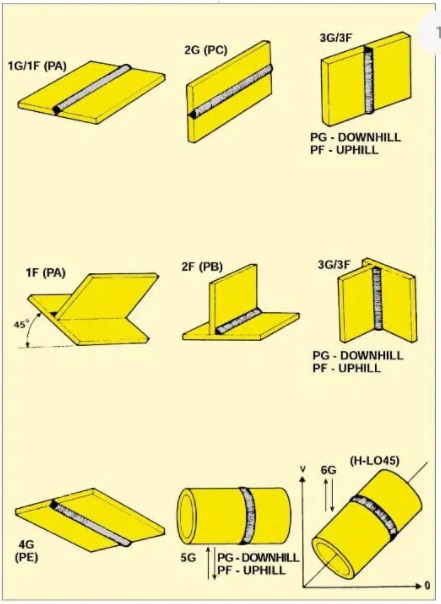
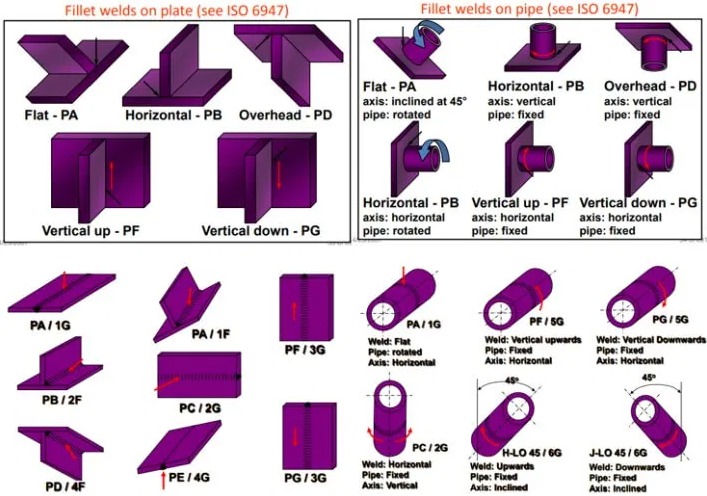
Posisi Pengelasan Menurut Standar ISO
Posisi pengelasan juga diatur dalam standar ISO. Kita bisa melihatnya pada standar ISO 6947. Berikut adalah beberapa posisi pengelasan sesuai ISO:
- Fillet Weld Plate
- PA : Datar atau Flat
- PB : Horizontal.
- PF : Vertical Up.
- PG : Vertical Down.
- PD : Overhead.
- Butt Weld Plate
- PA Datar atau Flat.
- PB : Horizontal.
- PF : Vertical Up.
- PG : Vertical Down.
- PE : Overhead.
- Fillet Weld Pipe
- PA : Datar atau Flat, Axis 45 Degree, Pipe Rotated.
- PB : Horizontal, Axis Vertical, Pipe Fixed.
- PB : Horizontal, Axis Horizontal, Pipe Rotated.
- PF : Vertical Up, Axis Horizontal, Pipe Fixed.
- PG : Vertical Down, Axis Horizontal, Pipe Fixed.
- PD : Overhead, Axis Vertical, Pipe Fixed.
- Butt Weld Pipe
- PA : Flat, Axis Horizontal, Pipe Rotated.
- PC : Horizontal, Axis Vertical, Pipe Fixed.
- PF : Vertical Up, Axis Horizontal, Pipe Fixed.
- PG : Vertical Down, Axis Horizontal, Pipe Fixed.
- HL-045 : Upwards or Downwards, Axis Inclined, Pipe Fixed.
Baca juga: Harga Kawat Las RB26, Alumunium, Stainless
Gambar Posisi Pengelasan Yang Benar



Also Read: Menghitung Derajat Kemiringan Atap Rumah
Di atas kita bisa kita lihat nama dan bagaimana posisi pengelasan berdasarkan standar ISO. Perlu dicatat, posisi di atas bisa dilakukan untuk berbagai proses pengelasan. Selain itu juga perlu diketahui bahwa posisi di atas bisa digunakan pada pengelasan SMAW. Sedangkan pada las SAW kita hanya bisa menggunakan posisi pengelasan datar saja.
Baca juga: Harga Pagar Besi Per Meter
Video Pengelasan:
Also Read: Model Variasi Tiang Baja Ringan
Itulah posisi pengelasan yang bisa kami sampaikan. Sudah diketahui bahwa posisi pengelasan sangat beragam. Dan masing-masing posisi membutuhkan teknik tertentu yang harus kita kuasai supaya hasil pengelasan sesuai standar ISO.

